010-82967128
sales@cnmicro.com.cn

13911564578(銷售)18601135929(技術(shù))
010-82967128
sales@cnmicro.com.cn
13911564578(銷售)18601135929(技術(shù))
當前位置:網(wǎng)站首頁 > 行業(yè)應用 > 模具行業(yè)

某汽車主機廠,他們生產(chǎn)白車身存在一定的質(zhì)量問題。經(jīng)過檢測論證發(fā)現(xiàn)可能生產(chǎn)階段的鈑金件或者是為鈑金整形的沖壓模具存在質(zhì)量問題。
因為鈑金件和模具大都是曲面,傳統(tǒng)的手檢或者三坐標等單點測量設備無法滿足他們的要求。為了快速而全面的檢測他們的眾多的鈑金件和模具,我們建議他們采用形創(chuàng)的handyscan三維掃描儀進行此次檢測。

Handyscan 700掃描儀
其中在模具檢測的過程中,合模間隙是檢測模具的一個重要指標。但是存在一個問題:合模間隙是在上下模合模的時候才形成的,無法通過測量設備直接測量。而傳統(tǒng)的常規(guī)的檢測手段是在板料上涂上顏色,在沖壓過后檢查板料上的顏色變化,這種方法只能檢測出趨勢,也就是只能定性不能定量。然后,handyscan卻能解決合模間隙的測量,因為它具有貼點定位的技術(shù),可以在合模狀態(tài)下通過定位點建立一個坐標系框架,然后將上下模分開單獨進行掃描,得到的掃描數(shù)據(jù)仍然是在同一個定位坐標系。
?首先將模具合模狀態(tài)下,讓上下模達到實際的工作狀態(tài),然后在上下模周邊貼上足夠數(shù)量的定位。

合模狀態(tài)整體定位
? 第二步,用handyscan的采點模式,記錄下這些定位標記點,這些標記點將上下模就建立了一個整體坐標系框架。
? 第三步,將上下模分開,然后在間隙面上補充定位標記點,覆蓋需要掃描的區(qū)域。并用handyscan將上下模中新的標記點,記入第二步的整體坐標系。

間隙面補充完整定位點
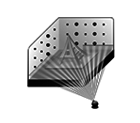
? 第四步,用handyscan的表面采集模式,將上下模的間隙面分別掃描下來。可以看到它們?nèi)匀辉谕粋€坐標系中。

分模進行掃描

下模掃描數(shù)據(jù)

整體合模掃描數(shù)據(jù)
? 第五步,將掃描結(jié)果導入polyworks軟件中,以下模為基準,將上模和下模進行比對分析,就可以得到間隙面各個位置的偏差并導出檢測報告。

合模間隙對比色差報告